��(d��ng)ǰλ�ã���x�к���C(j��)е��������˾ > �ИI(y��)�YӍ > ����
�����ܵ��������ú����Ȯa(ch��n)������׃�Σ���(d��ng)�������ӵ�ijһ�O�ޕr(sh��)���_(k��i)ʼ�ɏ���׃���^(gu��)�ȵ�����׃�Ρ��S���������^�m(x��)��������׃��Ҳ�^�m(x��)���ӡ�����׃�Ηl�����Dz����ɏ��Ԡ�B(t��i)�M(j��n)�����Ԡ�B(t��i)�ėl����
�ڲ������쌍(sh��)�(y��n)�У���(d��ng)���쑪(y��ng)�����ڲ��ϵ������O�ޕr(sh��)���ͮa(ch��n)������׃�Σ���(du��)һ���������ض��Č�(sh��)�(y��n)�l���µĵ��������O�ޞ�һ��ֵ�����ό�(sh��)�(y��n)�ėl���ǣ�׃�ΜضȞ��Ҝأ�׃�γ̶Ⱥ�С��ԇ���a(ch��n)���������L(zh��ng)��ԭʼ�L(zh��ng)�ȵ�0.2%��׃���ٶ�С����(du��)��һ����ϣ�ԇ�(y��n)�C(j��)���a(ch��n)����׃���ٶȃH��u=6��10-4S-1������ڲ������W(xu��)�еõ��������O�ޕr(sh��)�Зl���������O�ޡ�
܈�ƕr(sh��)ʹ���ٮa(ch��n)������׃��Ҳ��һ�����O�ޣ����ɞ�׃���������@Ȼ�ò������W(xu��)�е������O�ޕr(sh��)����(du��)�ģ�һ��܈�ƕr(sh��)�ļӹ��l���c�������W(xu��)��(sh��)�(y��n)�l���кܴ�^(q��)�e�����磬܈�ƕr(sh��)�ض���900~1100�棬׃�γ̶��_(d��)50%��׃���ٶȿ��_(d��)10��10s-1������܈�ƕr(sh��)��(y��ng)����B(t��i)��(f��)��չ�ܵ����|����Ħ���������ƣ�ʹ׃�΅^(q��)��(n��i)�Ľ��ٳ�����(y��ng)����B(t��i)��
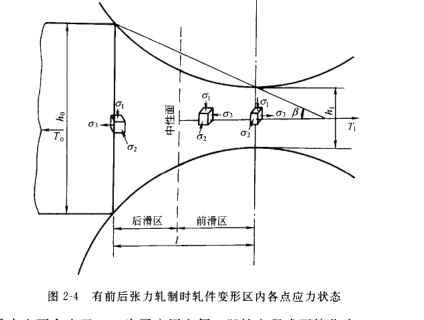
׃�΅^(q��)��(n��i)���c(di��n)�đ�(y��ng)����B(t��i)�Dz�����ġ�����ǰ��q��܈�ƕr(sh��)��׃�΅^(q��)�в�������(y��ng)����B(t��i)��������ںͳ���̎�����ڏ��������ã����ٳ�һ������(y��ng)���̓���(y��ng)����B(t��i)����D2-4��ʾ��׃�΅^(q��)��(n��i)��(y��ng)����B(t��i)���γɣ���Ҫ�����ڽ��|���φ�λ������Ħ������Ӱ푡��βܳɑ�(y��ng)����B(t��i)�ֲ�������ĬF(xi��n)�t�ܵ��ܶ����ص�Ӱ푡�
׃���ܶ�ֵ��Փ�J(r��n)�飬���dz��ڑ�(y��ng)����B(t��i)�����w�е�ijһ�c(di��n)�M(j��n)�����Ԡ�B(t��i)����횕r(sh��)���c(di��n)�ď����Π�׃�������_(d��)�����������S�ĘO��ֵ������ԓ�O��ֵ�͑�(y��ng)����B(t��i)�ķNo(w��)�P(gu��n)������һ����(sh��)����׃���ܶ�ֵ��Փ���Ƶ���܈���a(ch��n)������׃�εėl���������Է���ʽ��
��a1-a2��2+(a2-a3)2+(a3-a1)2=2a2
ʽ��a1��a2��a3��������(g��)����(y��ng)�ã�
a������������׃����������ֻ�Q���ڲ��ϷN����W(xu��)�ɷ֣���׃�Ηl����׃�Μضȣ�׃�γ̶ȣ�׃���ٶȣ������cӯ����B(t��i)�o(w��)�P(gu��n)��
��������(g��)����(y��ng)���ǰ����С����x�ģ�����a1��a2��a3���������g����(y��ng)��a2��ֵ
���ܵ���a1���^СҲ����(hu��)С��a3.���ϑ�(y��ng)�÷��㣬���Է��̿ɺ�(ji��n)����
a1��a3=��a
ʽ�У����鿼�]���g����(y��ng)��a2��Ӱ�ϵ��(sh��)����ֵ��1~1.5������(n��i)׃���厧܈�ƕr(sh��)����ȡ��=1.15.