
��ǰλ�ã���x�к���Cе��������˾ > ���ӑB > ����
������HC ܈�C��ԭ�������ο���1. HC܈�C��ԭ��
Ŀǰ�V��ʹ�õ���݁�厧܈�Cͨ���Dz��þ���ԭʼ�ȵĹ���݁����ݚҺ����݁���g�����ư��εġ�������ԭʼĥ���Ȳ����m��܈��Ҏ�̵�׃������݁�b����݁�i���Ⱥ��S�Љ��������ƣ����ο��Ƶ�Ч����ʮ�����룬���о��µİ��ο��Ʒ�����
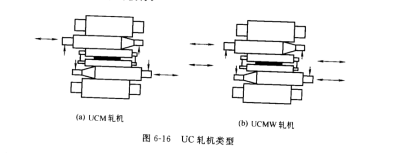
��݁܈�C����ݚ�ē϶���D 6-17 ��ʾ�������ڹ���݁�c֧��݁�Ľ��|�����ϴ������к��� A �^��������܈�Ǝ��Č��ȵĹ���݁�c֧��݁�Ľ��|�^����ˣ��� A���|�^�Ľ��|�����γ�һ��ʹ܈ݚ�϶ȼӴ���к����ء��@�ӹ���݁�ē϶Ȳ��Hȡ�Q��܈����������Ҳȡ�Q���g݁��݁�b�á����� HCM��݁܈�C����ʽ�������g݁��݁�b�õ� UC܈�C�Q�� UCM ܈�C�S�D6-16��a�������������g݁����݁���ܳ���������g݁�����b�õ� UC܈�C�Q��UCMW܈�C���D 6-16��b����UC܈�C�� HC܈�C���и���ĉ����������İ��ο�������������܈�Ƹ�������������Ӳ�İ厧�������^�õؿ��Əͺ����κ�߅���p�������m����܈�Ʊ������Ҿ���һЩ����Ҫ��İ�ġ�





