
��ǰλ�ã���x�к���Cе��������˾ > �ИI�YӍ > ����
һ���Cе�ӹ�ȥ����
���ھ�ͨ�^�C�ӹ���������Ʒ������ܓp�Ӽӹ�������棬ͨ�^�Ӵ�װ��ȵķ�ʽ���_��Ҫ��˸߳ߴ硣ʹ��ԓ�����ޏͺ�ʹ��һ�Εr�g���֕����Fĥ�p��߀Ҫ�ٴ��M�ЙCе�ӹ�����ΙC�ӹ����Ʒ����Ⱥ̈́��Ȯa������Ӱ푣�ԓ�������ĸ������ޏ�ĥ�p��
�����a��
��Ҫ�a�����ڬF���C�ӹ����ӹ����Y���档����e�Ѻ���������Ʒ��ܟᑪ��׃�Ρ����������ޏͺ�֮��Y������r���ڛ_�������g�������֕����Fĥ�p��Ҳ���ܸ����Ͻ�Qĥ�p���ҹ����L����������I����������������ؔ����
���������۸�
�c���y�Ѻ�����Ϳ������ȣ������۸�����ϡጶ�С���M�����ܡ�Ϳ���c���w�Y�Ϻá��m���۸����϶ࡢ���ȼ�����׃��������c����˼����۸����g����ǰ��ʮ�֏V韣��������������r�ߣ������L��ԭ��o���ڶ̕r�g������ޏ͡�
�ġ��߷��ӏͺϲ��ϬF���ޏ�
���ø߷��ӏͺϲ����ޏͼ��g���ڬF���M���ޏͣ����Б���Ч���^�õ��и����{�߷��ӏͺϲ���ϵ�У��ޏ��õĸ����{2211F�߷��ӏͺϲ��Ϲ̻����γɵĻ��W�I�B��������ʹ���c�ޏ͵Ľ��ٲ����γɃ�����ճ�������ɝM���O�����\���г��ܸ��N�ͺ�����Ҫ������ʹ�ø߷��ӏͺϲ����ޏͺ����ʹ������_��90�����ϣ��_���o�g϶��ϣ�������sˮ������ɵ��Ʒ����g���}��
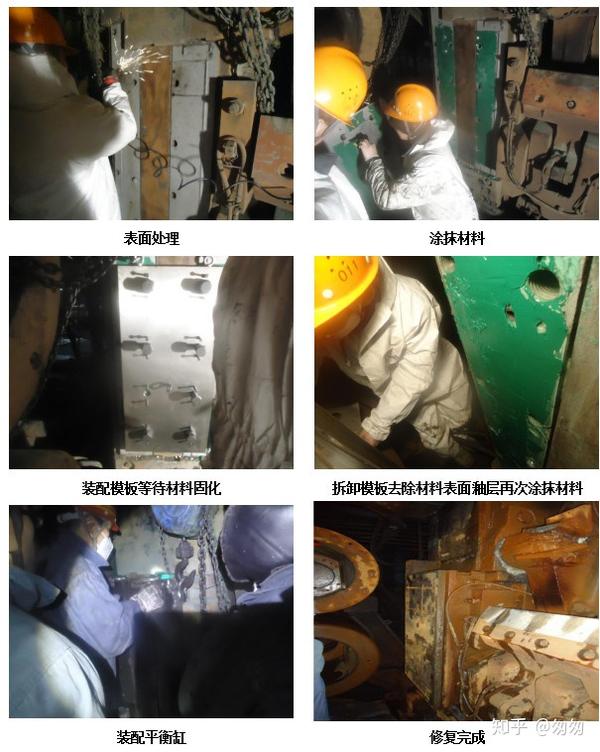
�F���ޏͰ���
a)܈�C�Ʒ��c�r�������ĥ�p���}
ʩ����ˇ��
1�����ȸ����D����ʹ��Ҫ��ߴ��M�Мy�����ٴδ_��ĥ�p����
2������ÿ�K�r�尲�b���ĥ�p���xȡ�������ޏ�ˇ��
3��ʹ��������Ȳ�M�п���̎����
4��ʹ��ĥ��C��ĥ���棬ȥ��ƣ�ڌӼ����c��
5��ʹ�Ç�ɰ�C�ֻ����棬����ճ����e��
6��ʹ�ßoˮ�Ҵ���ϴ���棻
7���r��ˢͿÓģ�������ɂ��ã�
8���{��ͿĨ���ϣ����Ϻ���Ը��ڌ��Hĥ�p����
9���b���r�壬�o����˨���ޏ���ɡ�

b)܈�C�Ʒ��c�������ĥ�p
ʩ����ˇ
1������ƽ����L���ߴ�ӹ������30-40mm���ҵ�ģ�岢�A���o�̺Ͷ�λ�ݿף�
2���C�ܱ����ȿ���̎����Ȼ���ĥ�����Ӻ����M�б��懊ɰ̎����
3��ģ�������ϴ�Ƀ���ģ���A���ľo�̺Ͷ�λ�ݿ�ͿÓģ��������픽z���b��λ��
4�����bģ�塣���b�^����ʹ��ǧ�ֳ��Ԍ��Q���r���������M�Мy�����y���^��������ȡ���c�y�����Ա��C���b���ƽ��ȡ���ֱ�Ⱥ͝M�㰲�b����ߴ��{�����Ժ�ģ������픽z���ӣ�
5��Ӌ��������������{��ͿĨ���ϣ�
6�����b�o��ģ�岢�y�����b�ߴ磬���C���b�`�����OӋ������ȣ�
7�����Ϲ̻����жģ�壬��ɰ����ĥ���棬ȥ�����ϱ���⻬�ӣ�����������ϣ�
8��ƽ����c܈�C�Ʒ������ˢͿÓģ����
9���ٴ��{�Ͳ��ϱ���һ��ͿĨ���Ʒ����ޏͱ������_100������ϣ�
10���b��ƽ��ף��b�䵽λ���ȴ����Ϲ̻���
11�����Ϲ̻���ɺ��ٴ��m���o����˨���ˌ��ߴ磬����ޏ͡�
�塢���Y
�^�Ͳ������{��˾��2006��ᘌ�܈�C�Ʒ��_��ĥ�p�_���˸߷��ӏͺϲ��ϬF���ޏ�ˇ�ԁ������g�ѳɹ�ᘌ�450-F6��݁܈�C��850��܈�C��650��܈�C��550��܈�C��650��܈�C��ʩ���ھ��ޏ͡�2016���ֳɹ����Fᘌ�1700���B܈F1-F6��܈�C8�K���Z�̶��K�c܈�C�Ʒ������_��ĥ�p���ھ��ޏ͡�2017��ᘌ�1500���B܈��܈�C�Ʒ��cƽ��������ĥ�p���}���ھ��ޏͣ�1700���B܈��܈�C�Ʒ��c�C��݁������ޏͣ�1810܈�C�Ʒ��c�װ�������ޏͣ�1580��܈��֧��݁�r���c�Ʒ�������ޏͣ����****܈�C�Ʒ��cAGC��������ޏͣ�2018����ᘌ�CSP�B�T�B܈�C�Ʒ��c����֧��݁������݁�r��������ޏ͡�CSP�B�T�B܈�C�Ʒ��cCVC��������M���ˬF���ޏͣ����Ǹ����{���g���O��F���S�o�������Ч�����������{�߷��ӏͺϲ��ϬF���ޏͼ��g�c���y�z����Ȳ������s�˾S�ޕr�g�������O���ޏͺ��\�D�o���������_���˂��y�ޏ�ˇҪ����ֵ���ƏV�ĬF���O��S�S�o����Ҫ���g�ֶΡ�





