��ǰλ�ã���x�к���Cе��������˾ > �aƷ���� > ����



30��犃Ƚo�輼�g��ԃ����
24С�r���M�ṩ�����OӋ
�ҹ�˾�nj��I����܈䓙C���g�аl�����졢�N�ۡ����՞�һ�w��********��I����Ҫ���a��܈䓙C����܈�C����܈䓙C���X��܈�C����݁܈�C��܈䓙C������O�䡣�҂����M�ṩ�O��İ��b���{ԇ�����g�ˆT����Ӗ�����P���գ��gӭ�V���Ñ�ǰ����ԃǢՄ��
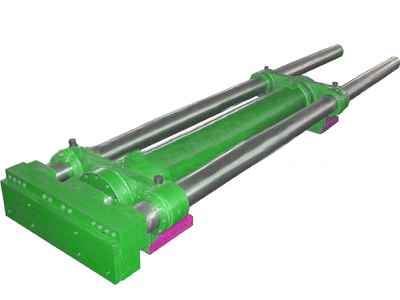
��݁܈�C�ɂ����X݆�䡢�C�ܡ�܈݁�M�����ȉ��b�á�܉���������Ͷ���݆�M�ɣ������X݆��̶��ڙC�ܵ��Ϸ���܈݁�M���ڂ����X݆���·��ęC�܃ȣ����Ѓɂ��Qֱ��܈݁�S��܈݁�S�ɶ˵��S�����ȴ���ˮƽ�Ľz�ܣ������S��������܇݆���z��һ�˹̶��ȉ�ϵ�y���Á��{��܈݁��������܈�C���ȸߣ�����|���ߣ��Q݁ʡ�rʡ���ă��c��
ƽ��݁�f��܈�ƿ��ƺ��ƽ���Π��ԇ��^�̣�ͨ�^�c��Ҏ܈�Ƶı��^���f��ƽ݁�c��݁�ąf�{���Ì��к��ƽ���Π�Ŀ���Ч��������ԇ�Y���M������Փ�������Y��������ƽ��݁�f��܈�ƌ��к��ƽ���Π�Ŀ��Ʒdz���Ч��
1. ��݆ÿ�DһȦ���ȉ��z��ǰ�M�����3.5mm��
2. ƽ����ЗUǻ���Ɯp���y�����˶���1Mp�������y�����˶���2Mp��
�������{��݁�p��܈䓵��^���У�ƽ����һֱ̎��ƽ��λ�������քӓQ���y�Q���ֱ�һֱƫ���ςȣ��������{��݁�p���^���У�݁ϵ��ܸ��S�ȉ��z��һ��ǰ�M����ˣ����l�F݁ϵ��ܲ����S�ȉ��z��һ���\�ӣ��șz�飬݁ϵ����c܈�C�r���g�Ƿ��������F���│�裬�����Ƀ���Ĩ�ϝ����ͣ���߀�Dz��ܸ��S��֪ͨ�S���ˆT�z��Һ��ϵ�y�����Ƿ��й��ϡ�����ע�����{����݆���_�ڶȴ�ķ����ߕr����݆��Ҫ�D��̫�죬��t݁ϵ��ܿ��ܸ��S���ςȉ��z���Ƅӵ��ٶȡ�
�������քӓQ���y�Q���y�����ڱ��ȣ���݁ϵ�������ȡ���S���^�����λ�ã����y���������gλ�ã��P�]�y�_���M�ͽ�ֹ�y���ٌ��քӓQ���y�ϱ����Q��״κ��ֱ�������λ��
****����֪ͨ�S���ˆT���ɂ����ܣ�����r�ձؘ��R����ЗUǻ�͟o�Uǻ���ܣ�
������������S��
���IJ�����܈�C��
�b݁�c��݁���E�෴����ע����ǣ��Q��݁�����ܺ��y�_���M�ͽ�ֹ�y���_�����քӓQ���y�ֱ������ςȺͿ��M��݁�p�_�ڶ��{����܈䓣��ձ�Ҫ�����ςȣ�ƽ���̎��ƽ��λ����
�˶��p���y�������y�����ķ������Ȍ��M�ͽ�ֹ�y���_���քӓQ���y�ֱ������ςȣ���݁ϵ��ܲ������������y�����{���U�������ٌ��p���y�����{���U�{���������@ʾ2MPλ�ã��ٌ������y�����{���U�����ɣ�һֱ�ɵ��y�_�����pй�͵�����ֹͣ���i�o�����y�{���U����ñ���ٌ��p���y�����{���ݗU�����ɵ��������@ʾ1MPλ�ú��i�o�{���ݗU����ñ���ɡ�